Hello, today when I am just about to start to drill a M4 holes with Al6061, the spindle suddenly stops. And later whenever I try to run with Sxxxx M3 code, the spindle only moves a little and stops.
The spindle feels not hot at all and when it starts there is also no strange sound. But the spindle doesn’t rotate at all. And I can freely rotate it with hand after Sxxxx M3 command.
May I know how to debug what’s going wrong? If the spindle is burnt, can I replace it by ordering a new NSK spindle? Or is it possible that the driving unit for the spindle is broken ? I saw the plug has 8 pins at the end of the spindle cable labeld from A to H. How to check if it is good?
Another information that I remembered. I saw the metal enclosure box right side has a detection switch that is connected to the machine’s right side. Is that used as an emergency stop ? Will it cause the spindle to not to start?
From the previous experience, I can open the enclosure box without causing spindle stops. Is it related to the spindle at all?
Sorry to hear that you are having some trouble with your machine’s spindle!
There are several things that could be causing the issue you are seeing and we will need to get some additional information from you, so it would probably be best if we did the troubleshooting for this over direct email.
I got Q’s quick support and learned how to debug. It’s back working normally and Q’s tips tutorial series are really helpful.
Interestingly, the spindle just works again after I opened the plug board and tested the hall sensors which are all normal. Maybe it was due to loose connection.
For information only,
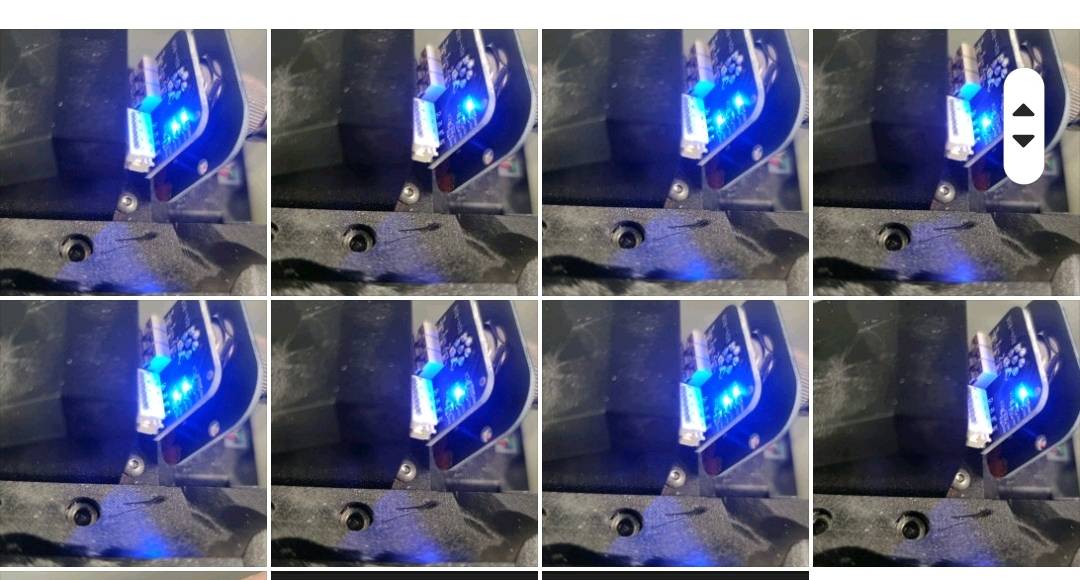
The attached fig 1 is the hal sensor LEDs which should light up sequentially when rotated manually.
The fig 2 is the motor’s three phase coil terminals connection pinout. The measuring resistance should be around 0.15ohm for each pair.
I think I’ve found the root cause when today the machine suddenly lost the pressure sensor.
As the pressure detection sensor board is located together with the spindle connection board, sometimes the compressed air may contains moist or even water drops, and it may leak when the hose connection inside getting loose or fed with too much pressure. This will cause the circuit to short and lead to various weird issues.
@qrothing is there any way to override the pressure sensor and force the spindle to rotate? I want to directly connect the compressed air to spindle and bypass the pressure sensor.
@bison yes, moisture in that compartment can certainly cause issues with the electronics. Are you using the air regulator and filter that shipped with the machine? That should take care of most, if not all, of the moisture in the air lines (provided the catch basin is not full). If you are using the provided filter, and still experiencing moisture, you may need to add additional drying to the air system since your environment is likely more humid than what we plan for.
There is not a way to override the pressure sensor since it is very important that the spindle not be run without air (at the proper pressure). Plus, if moisture is the issue, you still need to make sure the spindle is receiving dry air so that its internal components do not suffer from corrosion and other issues.