It’s now working but I have to play around with the Y offset to the tool cutting the stock. Do you need to subtract the diameter and not just the radius in this case?
Thank you all for the help.
It’s now working but I have to play around with the Y offset to the tool cutting the stock. Do you need to subtract the diameter and not just the radius in this case?
Thank you all for the help.
In the Fusion setup, are you setting the origin to the top of your stock? Perhaps you’re setting it to the top of your model, in which case the tool path would be further away.
I tried both and it made no difference ???
it’s probably a heights thing
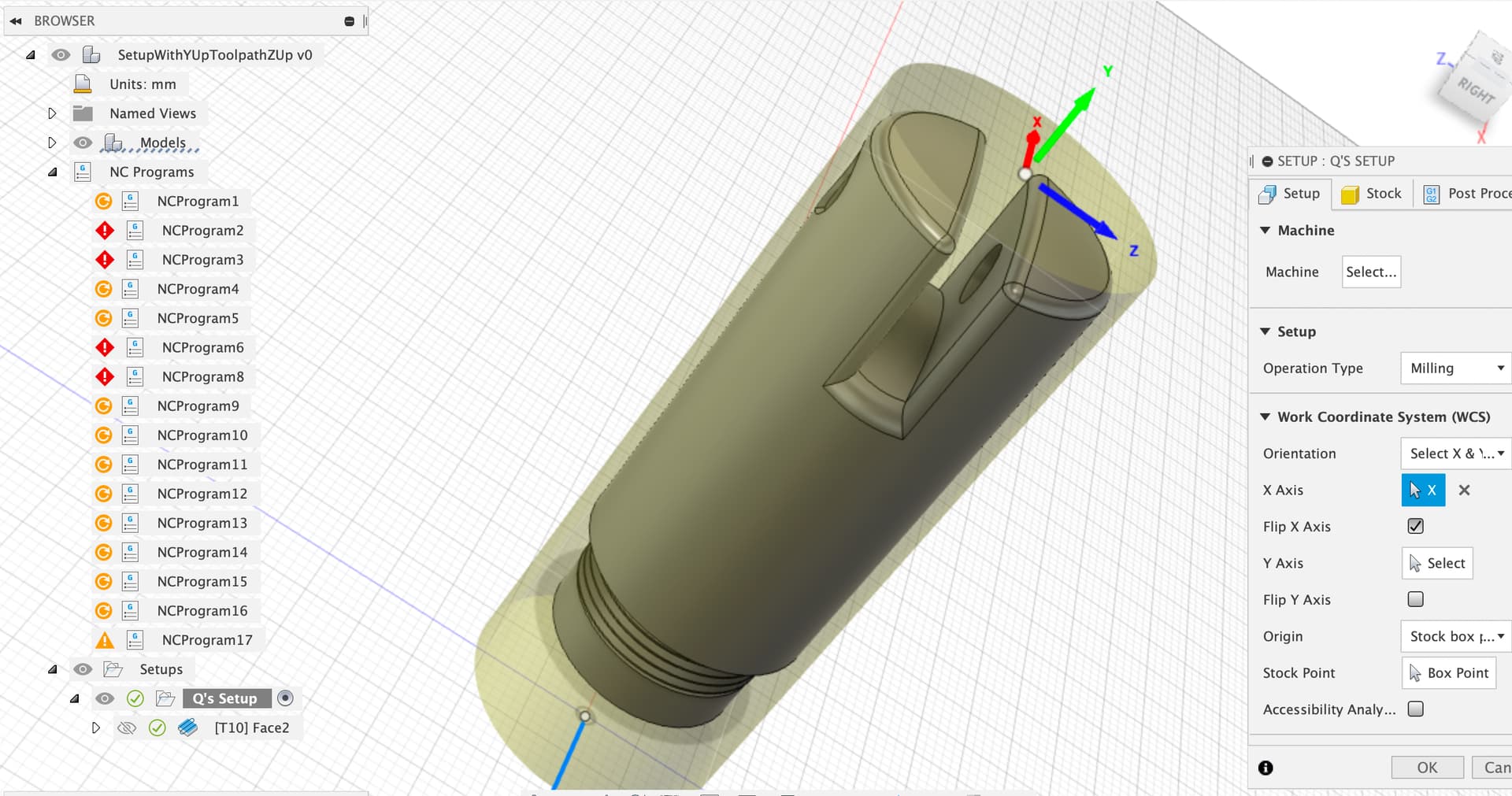
I took a look at your Fusion file and the Setup orientation is what your tool path orientation should be. The orientation of your Setup should match how it is when A and B are at 0. Take a look:
SetupWithYUpToolpathZUp v1.f3d (969.1 KB)
Yes I made that change. It;s not easy getting Y to go vertical. Just clicking on a vertical edge isn’t enough.
I see, perhaps you need to add the radius of your tool rather than subtract it. The position that the DRO shows when the tool is touching off your stock should be a positive value that matches the radius of your tool because the center of your tool is that far above the origin of your G54 offset.
in case you have problem with selecting axis in fusion setup - you can select different pair and/or select cylindrical part to show the direction like here:
I ended up clicking randomly all over the model til it changed ha ha
As for setting the correct Y offset value, you can click the Set DRO button to set the appropriate value once your tool is touching off the top of the stock when A and B are at 0:
![]()

In this case I’m setting the DRO to .125, which I would do if I had a .25" tool diameter.
Hopefully it’s all sorted out now. Thanks again for all the help.
I have a similar problem suddenly. By testing SetupWithYUpToolpathZUp v1.f3d
Z moves negative to much early in the code.
I tested the example above and on line 21 Z moves to -10.414 which is about 50 mm below top of stock (would crash tool). I must make a simple misstake.
Any ideas?
Regards,
Mats
%
(AXIS,stop)
(1234)
(QS SETUP)
N10 G21
N15 G90 G94 G40 G17 G91.1
N20 G53 G0 Z0.
(FACE2)
N25 M5
N30 G53 G0 X63.5 Y63.5
N35 M0
N40 T10 M6
N45 S8500 M3
N50 G54 G0
N55 G53 G0 X63.5 Y63.5
N60 G0 A90. B-180.
N65 M254 P9
N70 G59.3 G0
N75 G43 H10
N80 G0 X-11.999 Y5.
N85 Z-10.414 <---------------------------
N90 M428
N95 G0 Y1.
N100 G1 Y0.15 F333.33
N105 G3 X-11.399 Y-0.45 I0.6 J0. F1000.
N110 G1 X11.399
N115 X13.588
N120 G18 G2 Z-6.669 I0. K1.872
N125 G1 X-13.588
N130 X-14.21
N135 G3 Z-2.925 I0. K1.872
N140 G1 X14.21
N145 G2 Z0.819 I0. K1.872
N150 G1 X-14.21
N155 G3 Z4.564 I0. K1.872
N160 G1 X-14.096
N165 X14.096
N170 G2 Z8.308 I0. K1.872
N175 G1 X12.867
N180 X-12.867
N185 G17 G2 X-13.467 Y0.15 I0. J0.6
N190 G0 Y2.
N195 X-11.999 Z-10.414
N200 Y1.
N205 G1 Y-0.35 F333.33
N210 G3 X-11.399 Y-0.95 I0.6 J0. F1000.
N215 G1 X11.399
N220 X13.588
N225 G18 G2 Z-6.669 I0. K1.872
N230 G1 X-13.588
N235 X-14.21
N240 G3 Z-2.925 I0. K1.872
N245 G1 X14.21
N250 G2 Z0.819 I0. K1.872
N255 G1 X-14.21
N260 G3 Z4.564 I0. K1.872
N265 G1 X-14.096
N270 X14.096
N275 G2 Z8.308 I0. K1.872
N280 G1 X12.867
N285 X-12.867
N290 G17 G2 X-13.467 Y-0.35 I0. J0.6
N295 G0 Y2.
N300 X-11.999 Z-10.414
N305 Y1.
N310 G1 Y-0.85 F333.33
N315 G3 X-11.399 Y-1.45 I0.6 J0. F1000.
N320 G1 X11.399
N325 X13.588
N330 G18 G2 Z-6.669 I0. K1.872
N335 G1 X-13.588
N340 X-14.21
N345 G3 Z-2.925 I0. K1.872
N350 G1 X14.21
N355 G2 Z0.819 I0. K1.872
N360 G1 X-14.21
N365 G3 Z4.564 I0. K1.872
N370 G1 X-14.096
N375 X14.096
N380 G2 Z8.308 I0. K1.872
N385 G1 X12.867
N390 X-12.867
N395 G17 G2 X-13.467 Y-0.85 I0. J0.6
N400 G0 Y2.
N405 X-11.999 Z-10.414
N410 Y1.
N415 G1 Y-1.35 F333.33
N420 G3 X-11.399 Y-1.95 I0.6 J0. F1000.
N425 G1 X11.399
N430 X13.588
N435 G18 G2 Z-6.669 I0. K1.872
N440 G1 X-13.588
N445 X-14.21
N450 G3 Z-2.925 I0. K1.872
N455 G1 X14.21
N460 G2 Z0.819 I0. K1.872
N465 G1 X-14.21
N470 G3 Z4.564 I0. K1.872
N475 G1 X-14.096
N480 X14.096
N485 G2 Z8.308 I0. K1.872
N490 G1 X12.867
N495 X-12.867
N500 G17 G2 X-13.467 Y-1.35 I0. J0.6
N505 G0 Y2.
N510 X-11.999 Z-10.414
N515 Y1.
N520 G1 Y-1.4 F333.33
N525 G3 X-11.399 Y-2. I0.6 J0. F1000.
N530 G1 X11.399
N535 X13.588
N540 G18 G2 Z-6.669 I0. K1.872
N545 G1 X-13.588
N550 X-14.21
N555 G3 Z-2.925 I0. K1.872
N560 G1 X14.21
N565 G2 Z0.819 I0. K1.872
N570 G1 X-14.21
N575 G3 Z4.564 I0. K1.872
N580 G1 X-14.096
N585 X14.096
N590 G2 Z8.308 I0. K1.872
N595 G1 X12.867
N600 X-12.867
N605 G17 G2 X-13.467 Y-1.4 I0. J0.6
N610 G0 Y5.
N615 M429
N620 G49
N625 G53 G0 Z0.
N630 G53 G0 X63.5 Y63.5
N635 G54 G0
N640 G0 A0. B0.
N645 M30
(AXIS,stop)
%