Assuming that your feed rate is 100 mm/min, that operation needs 0.06HP (44 watts) and 0.11 ft-lbs of torque. I don’t have a PocketNC, but you might be exceeding the power and/or torque limits of the mill. I’d try drilling an initial hole with a 2- or 3-mm drill bit and follow that up with the 5 mm drill. The 5-mm drill should then need less power to drill the hole, dunno about the torque. You might also try manually applying a couple drops of Tap-Magic Aluminum or similar to the tip of the drill. I’ve found that helps reduce friction and buikt-up edge with aluminum.
The solid carbide drill D5 (M6 thread) is too large for the pocket, the spindle power is too weak, the torque too low, and the spindle power too weak. The machine can’t handle it, the spindle stops, and it goes into error mode.
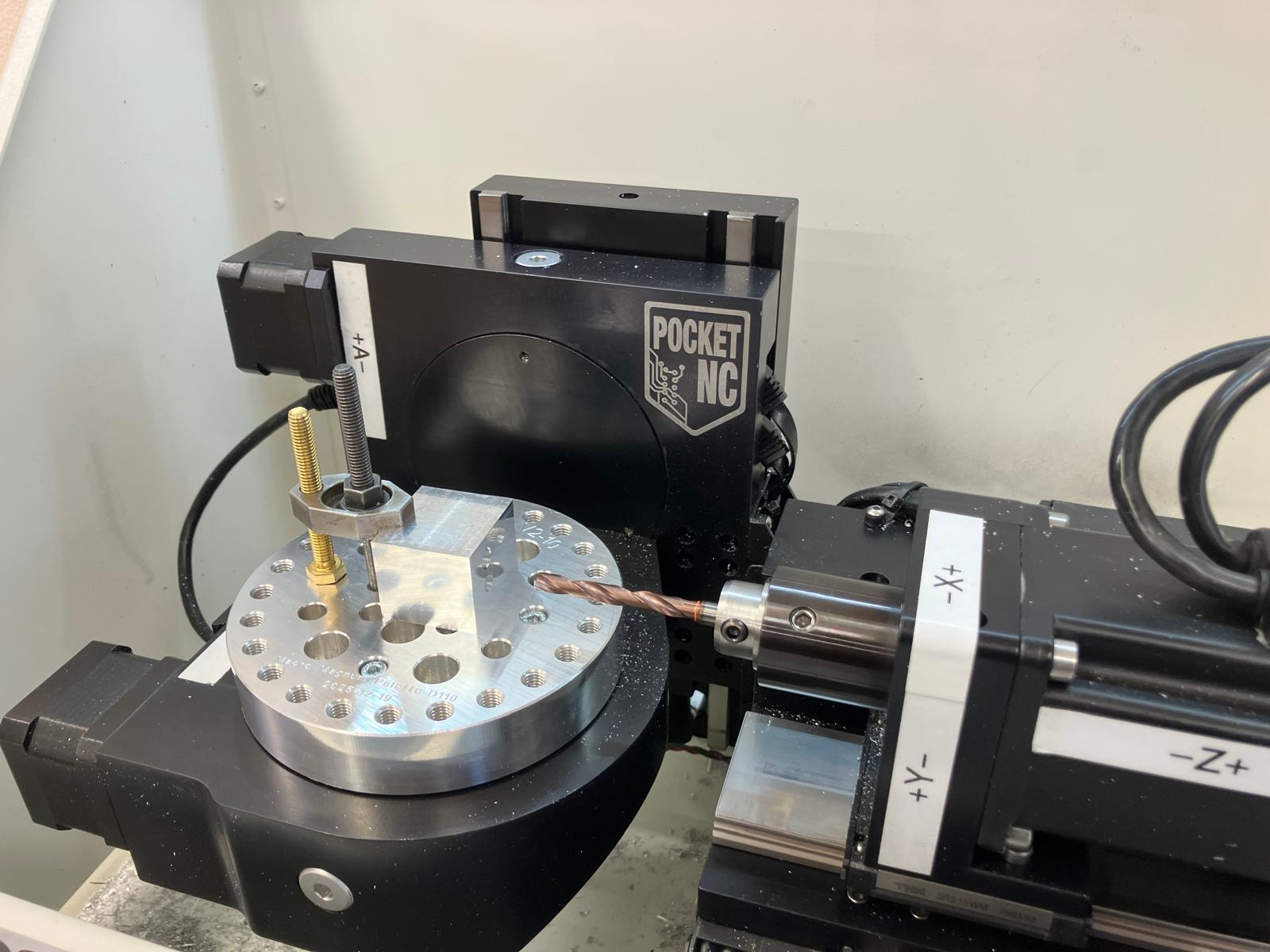
I chose the drill-milling operation. That worked well.
Technical data for the solid carbide cutter (Company Hoffmann, Manufacturer No. 201070/167970):
Master Alu solid carbide shank cutter HPC, uncoated, DC: 2 mm
Number of teeth Z1
Speed S9000 rpm, feed 100 mm/min, depth angle 2°
I produced the hole in a process-safe manner.
I work completely dry without MQL (Minimum Quantity Lubrication), air, coolant, or oil.
I have no experience with Tap Magic Aluminum.
Is there a way to lubricate or cool so that the tools don’t wear out and the surface quality in aluminum improves, and the chips are removed better?
I would be happy for any help.
Merry Christmas
Ich bin Anfänger aber begeistert von der Masschine und möchte viel lernen und mich weiterentwicklen
Unfortunately I don’t have a PocketNC and don’t use Fusion 360 so my ability to help with the details are limited. You might want to look into HSMAdvisor if you need help with feeds and speeds for your tools. I use that quite a bit with Tormach machines and find it helpful as a starting point. Looks like they are running a 30% off sale right now.
So far as tooling goes, for aluminum I try to use coated end mills, usually ZRN, and coolant, either a mist (Fog Buster) or a few drops of Tap Magic Aluminum or another lubricant that is formulated for aluminum. Aluminum tends to form built-up edge (BUE) on the cutter if milled dry. The Pocket NC won’t like mist so I would try applying a drop or two of TM-Alu periodically with a small squeeze bottle or an eye dropper during the mill-drill cycle. If you are making the hole with helical interpolation, you probably want a center cutting endmill.
Here’s an example of the squeeze bottle I was talking about:
Hope some that helps and maybe some other PNC users will pop up here with their thoughts.