I am writing a g code in rhinocam, in rhinocam it looks like what it looks like (picture 1) but doublechecking it on the pocket NC simulation website (https://sim.pocketnc.com/) it simulates something else (picture 2). I have not tried sending the gcode yet and probably will not until i know for sure it is going to move around like it shows in my cam software. g code also attached below
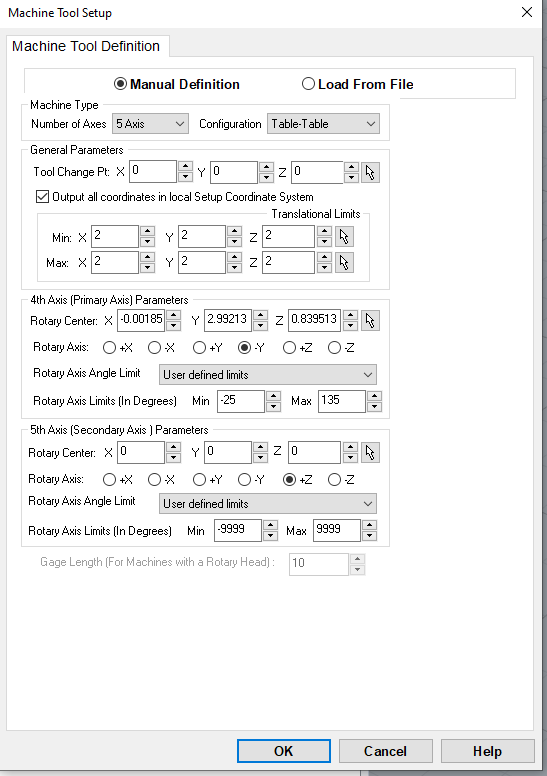
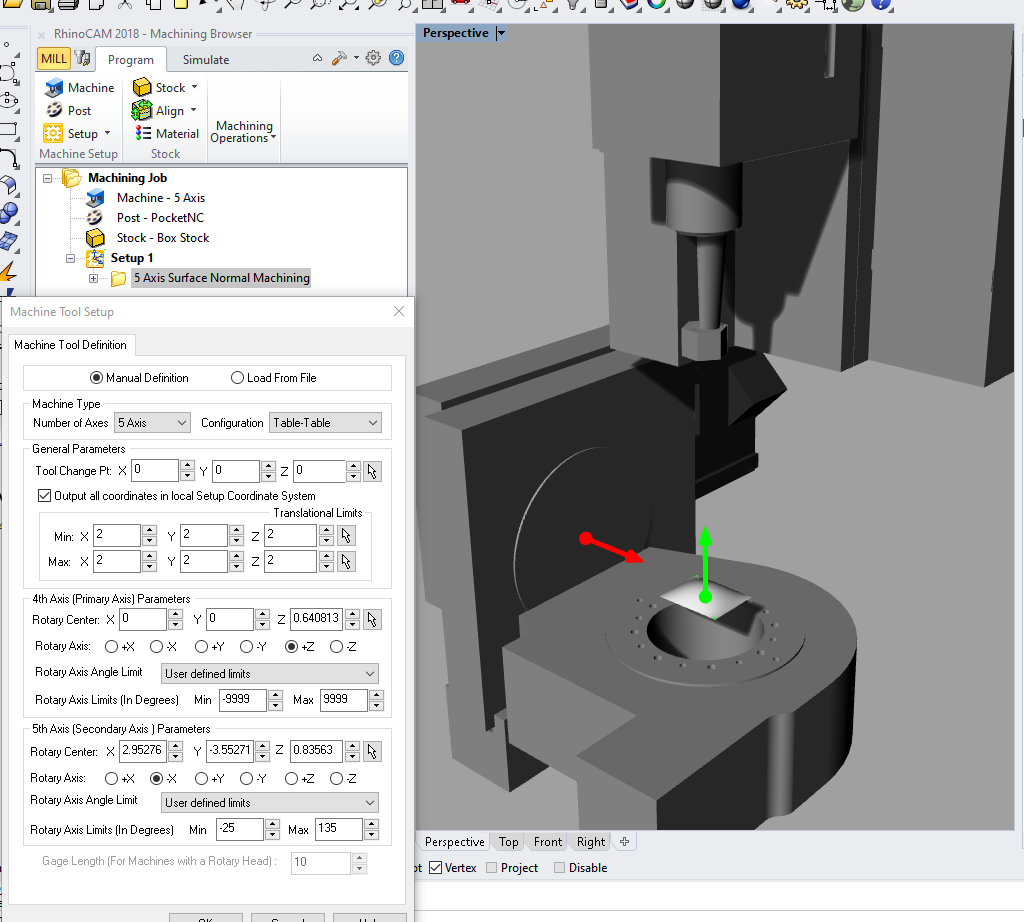
machine tool setup (picture 3) using the post processor pocket NC provided on the website
Does anyone have any idea where I should look for the issue?
any help will be highly appreciated
@DeBussy I am not familiar with RhinoCAM and how it has to be set up in order to make good g-code but if it were me, I would probably not worry about the Machine Tool Definition for now, unless it was absolutely necessary.
I would expect that all you have to do is define the WCS origin and orientation and then build your toolpaths around that point (which should be the B-table offset point for your machine since RhinoCAM does not have a Kinetic Control compatible post, that we know of).
Hopefully this make some sense. It is hard to give more detailed help without knowing more about RhinoCAM.
Hello @DeBussy
I’d say the machine coordinate system in Rhinocam is not correct. The posted code should move B to 90 degrees and then just have XYZ motions. Your output is full 5axis simultaneous which implies the Z is the wrong direction so to resolve the coordinate location it has to rotate A and B.
Regards
Paul
Hello,
I think im progressing a little, i swapped A and B rotation axis and the toolpath is displayed correctly, but it looks like only does 3 axis right now and even the toolpath is 90 degrees rotated. would you mind taking look at this G-Code and pictures again?
Can you see the toolpath points inside Rhinocam before postprocessing? you are only getting 3 axis output, possibly 3 +2 axis but B should be 90 degrees for that part not 0.